SENDA स्टेनलेस स्टील शीट, कॉइल और स्ट्रिप्स के निरंतर अनुदैर्ध्य स्लिटिंग के लिए HRC55 रोटरी स्लिटर ब्लेड बनाती है।
प्रत्येक ब्लेड को स्टेनलेस स्टील ग्रेड, सामग्री की मोटाई, तन्य शक्ति, स्लिटिंग गति, आर्बर आयाम और मशीन की स्थिति के अनुसार अनुकूलित किया गया है। D2 और SKD11 एचआरसी 55-57 की कठोरता सीमा के साथ मुख्य ब्लेड सामग्री विकल्प के रूप में उपलब्ध हैं।
लागू ब्लेड आकार के लिए, मोटाई सहिष्णुता को ±0.001 मिमी तक, समानता को 0.002 मिमी तक और पॉलिश सतह खुरदरापन को Ra 0.1 μm तक नियंत्रित किया जा सकता है।
मुख्य उत्पाद जानकारी
|
वस्तु
|
विनिर्देश
|
| ब्लेड सामग्री |
डी2/एसकेडी11 |
| कठोरता |
एचआरसी 55-57 |
| DIMENSIONS |
चित्र के अनुसार अनुकूलित |
| MOQ |
2 टुकड़े |
| समय सीमा |
लगभग 35 दिन |
| पैकेजिंग |
लकड़ी का केस |
| पुनः पीसना |
विदेशी ग्राहकों के लिए उपलब्ध है |
उत्पाद अवलोकन
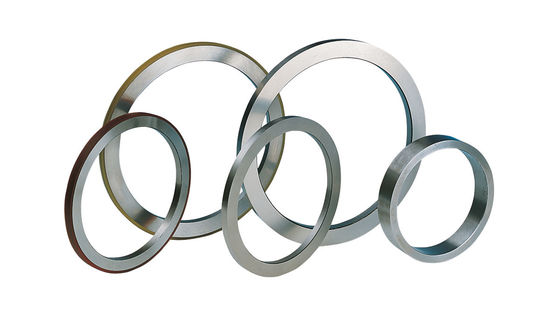
HRC55 रोटरी स्लिटर ब्लेड स्टेनलेस स्टील स्लिटिंग मशीनों के ऊपरी और निचले आर्बोर पर स्थापित किए जाते हैं। ब्लेड स्टेनलेस स्टील शीट या कॉइल को लगातार संकीर्ण पट्टियों में विभाजित करने के लिए नियंत्रित क्षैतिज निकासी और ऊर्ध्वाधर ओवरलैप का उपयोग करते हैं।
विशिष्ट अनुप्रयोगों में शामिल हैं:
- स्टेनलेस स्टील कॉइल स्लिटिंग लाइनें
- स्टेनलेस स्टील शीट काटने की मशीनें
- स्टेनलेस स्टील पट्टी का उत्पादन
- धातु प्रसंस्करण सेवा केंद्र
- परिशुद्धता स्टेनलेस स्टील पट्टी प्रसंस्करण
- स्टेनलेस स्टील एज ट्रिमिंग
- मल्टी-चाकू स्लाटिंग सिस्टम
अंतिम स्लिटिंग परिणाम केवल कठोरता से निर्धारित नहीं होता है। ब्लेड सामग्री, आयामी सटीकता, अत्याधुनिक ज्यामिति, आर्बर स्थिति, स्पेसर कॉन्फ़िगरेशन और इंस्टॉलेशन पैरामीटर भी एप्लिकेशन से मेल खाने चाहिए।
उत्पादन से पहले, SENDA स्टेनलेस स्टील ग्रेड, मोटाई, तन्य शक्ति, ब्लेड आयाम और मशीन की स्थिति की समीक्षा करता है।
स्टेनलेस स्टील स्लाटिंग में सामान्य समस्याएँ
अत्यधिक धार वाली गड़गड़ाहट
अत्यधिक गड़गड़ाहट गलत क्षैतिज निकासी, घिसे हुए कटिंग किनारों, ब्लेड स्थापना त्रुटियों या आर्बर रनआउट से संबंधित हो सकती है।
ब्लेड की मोटाई और समानता ऊपरी और निचले ब्लेड के बीच काटने की स्थिति को भी प्रभावित करती है। मल्टी-चाकू स्लिटिंग सिस्टम में, व्यक्तिगत ब्लेड और स्पेसर में आयामी विचलन जमा हो सकते हैं और वास्तविक कटिंग क्लीयरेंस को बदल सकते हैं।
इसलिए गड़गड़ाहट नियंत्रण के लिए दोनों ब्लेड और संपूर्ण टूलींग कॉन्फ़िगरेशन के मूल्यांकन की आवश्यकता होती है।
अत्याधुनिक चिपिंग
ब्लेड का छिलना हमेशा अपर्याप्त कठोरता के कारण नहीं होता है।
यदि पर्याप्त कठोरता के बिना कठोरता बहुत अधिक है, तो उच्च शक्ति वाले स्टेनलेस स्टील को काटने, अत्यधिक ब्लेड ओवरलैप के साथ संचालन करने या असामान्य प्रभाव का सामना करने पर स्थानीय छिलन हो सकती है।
यदि कठोरता बहुत कम है, तो अत्याधुनिक घिसाव और पुनः पीसने की आवृत्ति बढ़ सकती है।
इसलिए एचआरसी 55-57 रेंज को डी2 या एसकेडी11 की ताप-उपचारित स्थिति, स्टेनलेस स्टील की ताकत, सामग्री की मोटाई और मशीन लोड के साथ मेल खाना चाहिए।
असमान ब्लेड घिसाव
एकतरफ़ा या स्थानीयकृत ब्लेड घिसाव निम्न से संबंधित हो सकता है:
- ब्लेड का सपाटपन या समानता
- आर्बर रनआउट
- स्पेसर मोटाई विन्यास
- टूलींग लॉकिंग स्थिति
- असमान लोडिंग
- स्टेनलेस स्टील की मोटाई में भिन्नता
- ब्लेड और वर्कपीस के बीच गलत मिलान
ब्लेड बदलने से पहले, आर्बोर, स्पेसर, स्ट्रिपिंग रिंग और स्थापना की स्थिति का भी निरीक्षण किया जाना चाहिए।
अस्थिर पट्टी की चौड़ाई
स्ट्रिप-चौड़ाई भिन्नता ब्लेड की मोटाई, स्पेसर सटीकता, आर्बर पोजिशनिंग, टूलींग लॉकिंग या सामग्री ट्रैकिंग के कारण हो सकती है।
मल्टी-ब्लेड स्लिटिंग लाइनों के लिए, आयामी नियंत्रण को केवल व्यक्तिगत रोटरी स्लिटर ब्लेड के बजाय संपूर्ण टूलींग असेंबली को कवर करना चाहिए।
ब्लेड सामग्री, कठोरता और परिशुद्धता का मिलान क्यों होना चाहिए?
एचआरसी55 एकमात्र चयन कारक नहीं है
HRC55 ब्लेड के रॉकवेल कठोरता स्तर को इंगित करता है, लेकिन यह स्वतंत्र रूप से यह निर्धारित नहीं कर सकता है कि ब्लेड किसी विशेष स्टेनलेस स्टील स्लिटिंग लाइन के लिए उपयुक्त है या नहीं।
ब्लेड चयन पर भी विचार करना चाहिए:
- स्टेनलेस स्टील ग्रेड
- द्रव्य का गाढ़ापन
- तन्य शक्ति या कठोरता
- काटने की गति
- आवश्यक पट्टी की चौड़ाई
- ब्लेड का बाहरी व्यास, भीतरी व्यास और मोटाई
- मशीन और आर्बर की स्थिति
- मौजूदा गड़गड़ाहट, छिलने या घिसाव की समस्याएँ
D2 और SKD11 को HRC 55-57 रेंज के भीतर हीट-ट्रीट किया जा सकता है। अंतिम सामग्री और ताप-उपचार कॉन्फ़िगरेशन का चयन वास्तविक परिचालन स्थितियों के अनुसार किया जाना चाहिए।
मोटाई सहनशीलता टूलींग असेंबली को प्रभावित करती है
लागू ब्लेड आकारों के लिए, SENDA ब्लेड की मोटाई सहनशीलता को ±0.001 मिमी तक नियंत्रित कर सकता है।
मल्टी-ब्लेड टूलींग असेंबली में, ब्लेड और स्पेसर की मोटाई संचित टूलींग की चौड़ाई निर्धारित करती है। अत्यधिक संचित विचलन के परिणामस्वरूप स्ट्रिप-चौड़ाई में भिन्नता या वास्तविक और डिज़ाइन किए गए कटिंग क्लीयरेंस के बीच अंतर हो सकता है।
±0.001 मिमी मान प्रत्येक व्यास और मोटाई पर लागू नहीं होता है। अंतिम सहनशीलता की पुष्टि ब्लेड के आयाम और आवश्यक परिशुद्धता ग्रेड के अनुसार की जाती है।
समांतरता ब्लेड संपर्क को प्रभावित करती है
लागू ब्लेड आकार के लिए, समानता को 0.002 मिमी तक नियंत्रित किया जा सकता है।
समानांतरवाद विचलन के कारण स्थानीय संपर्क, असमान लोडिंग या असंगत कटिंग एज घिसाव हो सकता है। नियंत्रित समानता ऊपरी और निचले ब्लेड के बीच इच्छित संपर्क स्थिति को बनाए रखने में मदद करती है।
सतह का खुरदरापन घर्षण और संपर्क को प्रभावित करता है
मानक महीन ज़मीनी सतह Ra 0.2 μm तक पहुँच सकती है।
लागू ब्लेड आकार के लिए, Ra 0.1 μm तक की पॉलिश सतह उपलब्ध है।
आवश्यक सतह फिनिश का चयन स्टेनलेस स्टील की सतह की आवश्यकताओं, सामग्री आसंजन, स्लिटिंग गति और परिचालन स्थितियों के अनुसार किया जाना चाहिए।
SENDA HRC55 रोटरी स्लिटर ब्लेड समाधान
चित्र और परिचालन स्थितियों के अनुसार अनुकूलित
SENDA ग्राहक चित्र, भौतिक नमूने या मौजूदा ब्लेड आयामों के अनुसार HRC55 रोटरी स्लिटर ब्लेड बनाती है।
अनुकूलन योग्य वस्तुओं में शामिल हैं:
- बहरी घेरा
- भीतरी व्यास
- ब्लेड की मोटाई
- बोर फिट
- अत्याधुनिक ज्यामिति
- कठोरता
- समतलता
- समानता
- सतह का खुरदरापन
- जंग से सुरक्षा
- पैकेजिंग विधि
उत्पादन से पहले स्टेनलेस स्टील ग्रेड, मोटाई सीमा, तन्य शक्ति, स्लिटिंग गति और मशीन की स्थिति की समीक्षा की जाती है।
D2 और SKD11 सामग्री विकल्प
D2 और SKD11 कोल्ड-वर्क टूल स्टील हैं जिनका उपयोग धातु काटने वाले ब्लेड के लिए किया जाता है।
अंतिम सामग्री चयन इस पर निर्भर करता है:
- स्टेनलेस स्टील की ताकत
- द्रव्य का गाढ़ापन
- अत्याधुनिक भार
- अपेक्षित पहनावा मोड
- छिलने का खतरा
- आवश्यकताओं को पुनः पीसना
- स्लिटिंग लाइन की स्थिति
इस पृष्ठ पर दिखाया गया एचआरसी 55-57 मान उपलब्ध ब्लेड कठोरता सीमा है। इसका मतलब यह नहीं है कि प्रत्येक एप्लिकेशन एक समान ताप-उपचार प्रक्रिया का उपयोग करता है।
परिशुद्धता पीसने और आयामी नियंत्रण
SENDA ब्लेड आयामों और अनुमोदित ड्राइंग के अनुसार निम्नलिखित वस्तुओं को नियंत्रित करता है:
- ब्लेड की मोटाई
- समतलता
- समानता
- बोर आयाम
- सान्द्रता या रेडियल रनआउट
- अत्याधुनिक स्थिति
- सतह का खुरदरापन
लागू ब्लेड आकार के लिए:
- मोटाई सहनशीलता ±0.001 मिमी तक पहुंच सकती है
- समांतरता 0.002 मिमी तक पहुंच सकती है
- मानक सतह खुरदरापन Ra 0.2 μm तक पहुँच सकता है
- पॉलिश की गई सतह का खुरदरापन Ra 0.1 μm तक पहुँच सकता है
पूर्ण स्लिटिंग टूलींग समर्थन
रोटरी स्लिटर ब्लेड के अलावा, SENDA आवश्यक स्ट्रिप चौड़ाई, सामग्री स्ट्रिपिंग विधि और मशीन संरचना के अनुसार मिलान टूलींग घटक प्रदान कर सकता है।
उपलब्ध घटकों में शामिल हैं:
- स्टील स्पेसर
- की परतें
- पीयू बजता है
- रबर के छल्ले
- विभाजक के छल्ले
- स्टील स्ट्रिपर रिंग
आयामी बेमेल और अस्थिर सामग्री स्ट्रिपिंग को कम करने के लिए ब्लेड, स्पेसर और स्ट्रिपिंग घटकों को एक पूर्ण टूलिंग सिस्टम के रूप में कॉन्फ़िगर किया जाना चाहिए।
तकनीकी निर्देश
|
पैरामीटर
|
विनिर्देश
|
| प्रोडक्ट का नाम |
एचआरसी55 रोटरी स्लिटर ब्लेड |
| आवेदन |
स्टेनलेस स्टील शीट, कॉइल और स्ट्रिप स्लिटिंग |
| ब्लेड सामग्री |
डी2/एसकेडी11 |
| कठोरता |
एचआरसी 55-57 |
| बहरी घेरा |
ड्राइंग के अनुसार अनुकूलित |
| भीतरी व्यास |
आर्बर आयामों के अनुसार अनुकूलित |
| ब्लेड की मोटाई |
टूलींग कॉन्फ़िगरेशन के अनुसार अनुकूलित |
| मोटाई सहनशीलता |
लागू ब्लेड आकार के लिए ±0.001 मिमी तक कम |
| समानता |
आयामों के आधार पर 0.002 मिमी तक |
| समतलता |
ब्लेड व्यास, मोटाई और ड्राइंग आवश्यकताओं के अनुसार नियंत्रित |
| बोर सहनशीलता |
अनुमोदित ड्राइंग और आर्बर फिट के अनुसार |
| सान्द्रता/रेडियल रनआउट |
अनुमोदित ड्राइंग और निरीक्षण डेटाम के अनुसार |
| मानक सतह खुरदरापन |
रा 0.2 माइक्रोन |
| पॉलिश की गई सतह का खुरदरापन |
लागू ब्लेड आकार के लिए Ra 0.1 μm तक |
| किनारे की ज्यामिति |
स्लाटिंग एप्लिकेशन के अनुसार अनुकूलित |
| विनिर्माण आधार |
ड्राइंग, नमूना या मौजूदा ब्लेड आयाम |
| मिलान टूलींग |
स्पेसर, शिम, पीयू रिंग, रबर रिंग और स्ट्रिपर रिंग |
| MOQ |
2 टुकड़े |
| समय सीमा |
लगभग 35 दिन |
| स्टैंडर्ड पैकेजिंग |
लकड़ी का केस |
| पुनः पीसने की सेवा |
विदेशी ग्राहकों के लिए उपलब्ध है |
| प्रमाणन |
आईएसओ 9001 |
| उद्गम देश |
चीन |
टिप्पणी:सूचीबद्ध सटीक मान प्रत्येक ब्लेड आकार पर लागू नहीं होते हैं। अंतिम सहनशीलता और निरीक्षण मानदंड की पुष्टि ब्लेड के व्यास, मोटाई, सामग्री और अनुमोदित ड्राइंग के अनुसार की जाती है।
स्टेनलेस स्टील स्लिटिंग अनुप्रयोग
HRC55 रोटरी स्लिटर ब्लेड का उपयोग स्टेनलेस स्टील शीट, कॉइल और स्ट्रिप्स के अनुदैर्ध्य स्लाटिंग के लिए किया जाता है।
ब्लेड कॉन्फ़िगरेशन का चयन विशिष्ट स्टेनलेस स्टील ग्रेड और परिचालन स्थितियों के अनुसार किया जाना चाहिए।
विभिन्न स्टेनलेस स्टील ग्रेड भिन्न हो सकते हैं:
- तन्यता ताकत
- काम-कठोर व्यवहार
- सतही आवश्यकताएँ
- एज-कटिंग आवश्यकताएँ
- छिलने और घिसने का जोखिम
अंतिम ब्लेड चयन के लिए सामान्य विवरण "स्टेनलेस स्टील" पर्याप्त नहीं है। ग्राहकों को सामग्री ग्रेड, मोटाई सीमा और ताकत की जानकारी प्रदान करनी चाहिए।
HRC55 रोटरी स्लिटर ब्लेड कैसे काम करते हैं
रोटरी स्लिटर ब्लेड आमतौर पर ऊपरी और निचले आर्बोर पर जोड़े में स्थापित किए जाते हैं।
जैसे ही स्टेनलेस स्टील मशीन से होकर गुजरती है, ऊपरी और निचले ब्लेड नियंत्रित क्षैतिज निकासी और ऊर्ध्वाधर ओवरलैप के माध्यम से निरंतर कतरनी क्रिया बनाते हैं।
अंतिम काटने की स्थिति इससे प्रभावित होती है:
- ब्लेड सामग्री और कठोरता
- अत्याधुनिक स्थिति
- क्षैतिज निकासी
- लंबवत ओवरलैप
- आर्बर सटीकता
- ब्लेड समानता
- स्पेसर मोटाई विन्यास
- स्ट्रिपर-रिंग व्यवस्था
- द्रव्य का गाढ़ापन
- तन्यता ताकत
- उत्पादन लाइन की गति
प्रत्येक स्टेनलेस स्टील ग्रेड पर एक निश्चित निकासी अनुपात लागू नहीं किया जाना चाहिए।
क्षैतिज निकासी का चयन स्टेनलेस स्टील ग्रेड, सामग्री की मोटाई, तन्य शक्ति, आवश्यक किनारे की स्थिति और मशीन की स्थिति के अनुसार किया जाना चाहिए।
अपर्याप्त निकासी से काटने का भार, घिसाव और छिलने का जोखिम बढ़ सकता है। अत्यधिक निकासी के परिणामस्वरूप व्यापक फ्रैक्चर क्षेत्र, बढ़ी हुई गड़गड़ाहट या किनारे की विकृति हो सकती है।
सही HRC55 स्लिटर ब्लेड का चयन कैसे करें
स्टेनलेस स्टील सामग्री की पुष्टि करें
कृपया प्रदान करें:
- स्टेनलेस स्टील ग्रेड
- एसयूएस श्रृंखला
- भौतिक स्थिति
- तन्यता ताकत
- उपज शक्ति या कठोरता
सामग्री ग्रेड और ताकत ब्लेड सामग्री, कठोरता, किनारे की ज्यामिति और काटने की निकासी को प्रभावित करती है।
सामग्री की मोटाई की पुष्टि करें
कृपया प्रदान करें:
- सामान्य परिचालन मोटाई
- न्यूनतम मोटाई
- अधिकतम मोटाई
- क्या उत्पादन के दौरान मोटाई बदलती है
सामग्री की मोटाई ब्लेड लोड, आयाम, निकासी और ओवरलैप आवश्यकताओं को प्रभावित करती है।
ब्लेड आयामों की पुष्टि करें
अनुशंसित जानकारी में शामिल हैं:
- बहरी घेरा
- भीतरी व्यास
- ब्लेड की मोटाई
- कीवे या माउंटिंग संरचना
- अत्याधुनिक ज्यामिति
- मौजूदा ब्लेड सामग्री
- मौजूदा ब्लेड कठोरता
एक तकनीकी ड्राइंग को प्राथमिकता दी जाती है. जब कोई ड्राइंग उपलब्ध नहीं होती है, तो ग्राहक मौजूदा ब्लेड की तस्वीरें, आयाम या भौतिक नमूने प्रदान कर सकते हैं।
मशीन और उत्पादन मापदंडों की पुष्टि करें
कृपया प्रदान करें:
- स्लाटिंग मशीन मॉडल
- आर्बर आयाम
- काटने की गति
- आवश्यक पट्टी की चौड़ाई
- प्रत्येक टूलींग सेट में ब्लेड की संख्या
- टूलींग लॉकिंग विधि
- मौजूदा स्पेसर और स्ट्रिपिंग-रिंग कॉन्फ़िगरेशन
ब्लेडों का आर्बोर्स और संपूर्ण टूलींग सिस्टम से मिलान होना चाहिए। उनका निर्माण केवल बाहरी व्यास और भीतरी व्यास की जानकारी का उपयोग करके नहीं किया जाना चाहिए।
मौजूदा स्लिटिंग समस्याओं का वर्णन करें
कृपया किसी भी मौजूदा समस्या के बारे में बताएं, जिनमें शामिल हैं:
- अत्यधिक गड़गड़ाहट
- अत्याधुनिक चिपिंग
- बार-बार मुकरना
- ऊपरी और निचले ब्लेड का असमान घिसाव
- अस्थिर पट्टी की चौड़ाई
- स्टेनलेस स्टील की सतह पर खरोंचें
- सामग्री आसंजन
- अस्थिर सामग्री अलग करना
SENDA समीक्षा कर सकता है कि ब्लेड, क्लीयरेंस, स्पेसर, आर्बोर और इंस्टॉलेशन स्थितियों को एक साथ समायोजित किया जाना चाहिए या नहीं।
विनिर्माण प्रक्रिया
एचआरसी55 रोटरी स्लिटर ब्लेड के लिए विनिर्माण मार्ग ब्लेड सामग्री, आयाम, संरचना और सटीक आवश्यकताओं के अनुसार निर्धारित किया जाता है।
एक सामान्य प्रक्रिया में शामिल हैं:
- ड्राइंग और अनुप्रयोग समीक्षा
- ब्लेड सामग्री चयन
- कच्चे माल का निरीक्षण
- खाली तैयारी या फोर्जिंग
- गर्मी उपचार और तड़का
- सीएनसी रफ मशीनिंग
- आंतरिक और बाह्य मशीनिंग
- सटीक सतह पीसना
- अत्याधुनिक मशीनिंग
- बारीक पीसना या पॉलिश करना
- विचुंबकीकरण और जंग की रोकथाम
- अंतिम निरीक्षण
- लकड़ी के मामले की पैकेजिंग
पतले ब्लेड, बड़े-व्यास वाले ब्लेड और विशेष किनारे वाली ज्यामिति को गर्मी उपचार और पीसने के दौरान अलग-अलग नियंत्रण की आवश्यकता हो सकती है।
निरीक्षण एवं गुणवत्ता नियंत्रण
SENDA की स्थापना 1998 में हुई थी और इसमें 100 से अधिक कर्मचारी हैं। उत्पादन और निरीक्षण को ISO 9001 गुणवत्ता प्रबंधन प्रणाली के तहत प्रबंधित किया जाता है।
आदेश और अनुमोदित ड्राइंग के आधार पर, निरीक्षण वस्तुओं में शामिल हो सकते हैं:
- ब्लेड सामग्री
- कठोरता
- बहरी घेरा
- भीतरी व्यास
- ब्लेड की मोटाई
- समतलता
- समानता
- सान्द्रता या रेडियल रनआउट
- सतह का खुरदरापन
- अत्याधुनिक स्थिति
- सतह पर खरोंचें
- छिलना और गड़गड़ाहट होना
- उत्पाद अंकन
- जंग से सुरक्षा
- पैकेजिंग की स्थिति
अंतिम निरीक्षण आवश्यकताएँ अनुमोदित ड्राइंग, ऑर्डर और तकनीकी समझौते पर आधारित हैं।
विदेशी रिग्राइंडिंग सेवा
SENDA विदेशी ग्राहकों के लिए फैक्ट्री-टू-फ़ैक्टरी रीग्राइंडिंग सेवाएँ प्रदान करता है।
पुनः पीसने से पहले, प्रयुक्त ब्लेडों का मूल्यांकन किया जाता है:
- अत्याधुनिक घिसाव
- छिलने की गहराई
- शेष ब्लेड आयाम
- सामग्री और कठोरता की स्थिति
- पिछला इतिहास फिर से दोहराना
- समतलता और समानता
- दरारें या असामान्य क्षति
जब ब्लेड दोबारा पीसने के लिए उपयुक्त रहते हैं, तो SENDA किनारे की बहाली, सटीक पीसने, आयामी पुन: निरीक्षण, जंग की रोकथाम और रीपैकेजिंग कर सकता है।
प्रत्येक प्रयुक्त ब्लेड को पुनः ग्राउंड नहीं किया जा सकता। गहरे छिलने, अपर्याप्त शेष आयामों या संरचनात्मक क्षति वाले ब्लेडों को बदलने की आवश्यकता हो सकती है।
पैकेजिंग, MOQ और डिलिवरी
न्यूनतम आदेश मात्रा
न्यूनतम ऑर्डर मात्रा है:
2 टुकड़े
यह कस्टम विनिर्देशों, नमूना पुष्टिकरण और छोटे-बैच प्रतिस्थापन आवश्यकताओं का समर्थन करता है।
समय सीमा
मानक लीड समय है:
लगभग 35 दिन
अंतिम डिलीवरी का समय ब्लेड सामग्री, आयाम, मात्रा, ताप-उपचार मार्ग और सटीक आवश्यकताओं पर निर्भर करता है।
स्टैंडर्ड पैकेजिंग
मानक पैकेजिंग एक लकड़ी का केस है।
पैकेजिंग तैयारी में आम तौर पर शामिल हैं:
- ब्लेड की सफाई
- जंग से सुरक्षा
- अत्याधुनिक सुरक्षा
- व्यक्तिगत या स्तरित फिक्सिंग
- आंतरिक लकड़ी के मामले का सुदृढीकरण
- बाहरी अंकन निरीक्षण
पैकेजिंग विधि को ब्लेड आयाम, वजन और ऑर्डर मात्रा के अनुसार समायोजित किया जाता है।
अक्सर पूछे जाने वाले प्रश्न
क्या HRC55 प्रत्येक स्टेनलेस स्टील स्लिटिंग अनुप्रयोग के लिए उपयुक्त है?
नहीं।
HRC55 एक ब्लेड कठोरता की आवश्यकता है। इसका मूल्यांकन ब्लेड सामग्री, स्टेनलेस स्टील ग्रेड, सामग्री की मोटाई, तन्य शक्ति, काटने की गति और छिलने के जोखिम के साथ भी किया जाना चाहिए।
मुझे D2 और SKD11 के बीच कैसे चयन करना चाहिए?
धातु काटने वाले ब्लेड के लिए D2 और SKD11 दोनों का उपयोग किया जा सकता है।
अंतिम चयन स्टेनलेस स्टील की ताकत, मोटाई, काटने के भार, अपेक्षित पहनने के तरीके, छिलने के जोखिम और पुनः पीसने की आवश्यकताओं पर निर्भर करता है।
परिचालन स्थितियों की समीक्षा के बाद SENDA सामग्री और ताप-उपचार कॉन्फ़िगरेशन की पुष्टि करता है।
क्या SENDA चित्र के अनुसार ब्लेड का निर्माण कर सकता है?
हाँ।
SENDA ग्राहक के चित्र, मौजूदा ब्लेड आयाम या भौतिक नमूनों के अनुसार रोटरी स्लिटर ब्लेड का निर्माण कर सकता है।
चित्रों में अधिमानतः बाहरी व्यास, आंतरिक व्यास, मोटाई, सहनशीलता, किनारे की ज्यामिति और सामग्री की आवश्यकताएं शामिल होनी चाहिए।
SENDA क्या परिशुद्धता प्रदान कर सकता है?
लागू ब्लेड आकार के लिए:
- मोटाई सहनशीलता ±0.001 मिमी तक पहुंच सकती है
- समांतरता 0.002 मिमी तक पहुंच सकती है
- मानक सतह खुरदरापन Ra 0.2 μm तक पहुँच सकता है
- पॉलिश की गई सतह का खुरदरापन Ra 0.1 μm तक पहुँच सकता है
ब्लेड के आयाम और ड्राइंग आवश्यकताओं के अनुसार अंतिम परिशुद्धता की पुष्टि की जाती है।
क्या SENDA स्पेसर्स और स्ट्रिपिंग रिंग्स की आपूर्ति कर सकता है?
हाँ।
SENDA संपूर्ण स्लिटिंग-टूलिंग कॉन्फ़िगरेशन के लिए स्टील स्पेसर, शिम, पीयू रिंग, रबर रिंग, सेपरेटर रिंग और स्टील स्ट्रिपर रिंग प्रदान कर सकता है।
क्या SENDA विदेशी ग्राहकों के लिए रीग्राइंडिंग प्रदान करता है?
हाँ।
दोबारा पीसने से पहले, ब्लेडों का घिसाव, छिलने, शेष आयाम, सामग्री की स्थिति और पिछले दोबारा पीसने के इतिहास का मूल्यांकन किया जाना चाहिए।
कोटेशन के लिए कौन सी जानकारी आवश्यक है?
कृपया प्रदान करें:
- स्टेनलेस स्टील ग्रेड
- सामग्री की मोटाई सीमा
- तन्य शक्ति या कठोरता
- काटने की गति
- आवश्यक पट्टी की चौड़ाई
- ब्लेड का बाहरी व्यास, भीतरी व्यास और मोटाई
- स्लाटिंग मशीन मॉडल
- ड्राइंग या नमूना
- मौजूदा ब्लेड सामग्री
- वर्तमान स्लिटिंग समस्याएँ
- आवश्यक मात्रा
- टूलींग आवश्यकताओं का मिलान
पूछताछ जानकारी
आवेदन समीक्षा और उद्धरण के लिए, कृपया प्रदान करें:
- स्टेनलेस स्टील ग्रेड
- न्यूनतम और अधिकतम सामग्री मोटाई
- तन्य शक्ति या कठोरता
- काटने की गति
- आवश्यक पट्टी की चौड़ाई
- ब्लेड ओडी × आईडी × मोटाई
- स्लाटिंग मशीन मॉडल और आर्बर आयाम
- मौजूदा ब्लेड सामग्री और कठोरता
- मौजूदा गड़गड़ाहट, छिलने या घिसाव की समस्या
- आवश्यक स्पेसर, शिम, पीयू रिंग या स्ट्रिपर रिंग
- ड्राइंग, तस्वीरें या नमूना जानकारी
- आवश्यक मात्रा

 आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए!
आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए!