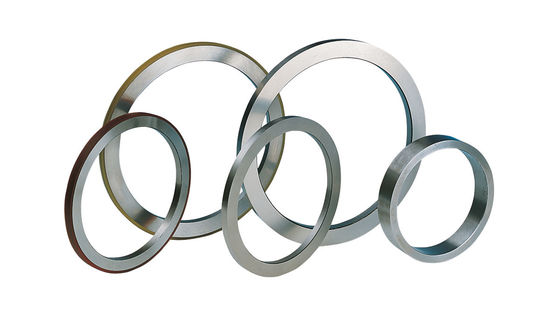
SENDA रोटरी स्लिटर ब्लेड्स को कूल्ड हॉट-रोल्ड स्टील कॉइल्स, शीट्स और स्ट्रिप्स के अनुदैर्ध्य स्लाटिंग के लिए डिज़ाइन किया गया है। ब्लेड एक स्लिटिंग लाइन के ऊपरी और निचले आर्बोर पर लगे होते हैं। नियंत्रित क्षैतिज निकासी और ब्लेड ओवरलैप का उपयोग एक विस्तृत स्टील कॉइल को लगातार संकीर्ण पट्टियों में काटने के लिए किया जाता है।
ब्लेड को तकनीकी चित्र, मौजूदा ब्लेड आयाम या भौतिक नमूनों के अनुसार अनुकूलित किया जा सकता है। ब्लेड सामग्री, कठोरता, आयामी परिशुद्धता और सहायक टूलींग का चयन हॉट-रोल्ड स्टील की मोटाई, तन्य शक्ति, स्लिटिंग गति, मशीन की स्थिति और वर्तमान काटने की समस्याओं के अनुसार किया जाता है।
मुख्य उत्पाद विशिष्टताएँ
|
पैरामीटर
|
विनिर्देश
|
| प्रोडक्ट का नाम |
रोटरी स्लिटर ब्लेड |
| अन्य नामों |
कुंडल स्लीटर ब्लेड, गोलाकार स्लीटर चाकू, रोटरी कतरनी ब्लेड |
| आवेदन |
हॉट-रोल्ड स्टील कॉइल्स, शीट्स और स्ट्रिप्स की अनुदैर्ध्य स्लाटिंग |
| काटने की मोटाई |
0.1-24 मिमी |
| उपलब्ध सामग्री |
एलएस7, एलएस6, एलएस13, एसकेडी11, एचएसएस, एसडी-51, एसडी-56, डी2, सीआर12एमओवी |
| टूल-स्टील कठोरता |
लागू टूल-स्टील विशिष्टताओं के लिए एचआरसी 62-64 |
| अधिकतम बाहरी व्यास |
600 मिमी |
| उदाहरण आकार |
6.000″ ओडी × 3.000″ आईडी × 0.375″ टी |
| आंतरिक व्यास सहिष्णुता |
+0.02 मिमी |
| एकत्रीकरण |
≤0.02 मिमी |
| मोटाई सहनशीलता |
ब्लेड के व्यास के आधार पर ±0.001 मिमी तक नीचे |
| मानक सतह खुरदरापन |
रा 0.2 माइक्रोन |
| पॉलिश की गई सतह का खुरदरापन |
लागू आकारों के लिए Ra 0.1 μm तक |
| थिन-गेज उद्योग संदर्भ गति |
लगभग 305 मीटर/मिनट तक |
| अनुकूलन |
चित्र, आयाम या नमूने के अनुसार |
| MOQ |
2 टुकड़े |
| डिलीवरी का समय |
30-35 दिन |
सूचीबद्ध उदाहरण का आकार कोई निश्चित मानक विनिर्देश नहीं है। अंतिम ओडी, आईडी, मोटाई, सामग्री, कठोरता और सहनशीलता अनुमोदित ड्राइंग और वास्तविक स्लिटिंग स्थितियों के अनुसार निर्मित की जाती है।
हॉट-रोल्ड स्टील स्लिटिंग के लिए आवेदन
ये रोटरी स्लिटर ब्लेड मुख्य रूप से उपयोग किए जाते हैं:
- हॉट-रोल्ड स्टील कॉइल स्लाटिंग
- हॉट-रोल्ड स्टील शीट स्लाटिंग
- हॉट-रोल्ड नैरो-स्ट्रिप उत्पादन
- इस्पात कुंडल प्रसंस्करण केंद्र
- इस्पात सेवा केन्द्र
- हॉट-रोल्ड शीट एज ट्रिमिंग
- सतत बहु-चाकू काटने वाली रेखाएँ
यह उत्पाद हॉट-रोल्ड स्टील के लिए है जिसने रोलिंग प्रक्रिया पूरी कर ली है और ठंडा हो गया है। यह लाल-गर्म स्टील काटने, गर्म उड़ान कतरनी या गर्म रोलिंग लाइन पर उच्च तापमान कट-टू-लेंथ संचालन के लिए अभिप्रेत नहीं है।
हॉट-रोल्ड स्टील स्लाटिंग में सामान्य समस्याएँ
हॉट-रोल्ड स्टील की मोटाई, ताकत, सतह का पैमाना और काटने का भार ब्लेड सामग्री, कठोरता और टूलींग मापदंडों के चयन को प्रभावित करते हैं। गलत ब्लेड या टूलींग कॉन्फ़िगरेशन के परिणामस्वरूप हो सकता है:
|
सामान्य समस्या
|
विशिष्ट परिणाम
|
| अत्यधिक गड़गड़ाहट |
स्लिट किनारे पर निरंतर या स्थानीयकृत गड़गड़ाहट |
| किनारे की विकृति |
लुढ़का हुआ, संकुचित या विकृत पट्टी किनारा |
| ब्लेड चिपिंग |
स्थानीयकृत चिप्स, माइक्रोक्रैक या किनारे की क्षति |
| तेज़ ब्लेड पहनना |
तेजी से किनारे का कुंद होना और बार-बार रिग्राइंड होना |
| असमान ब्लेड घिसाव |
ऊपरी, निचले या आसन्न ब्लेड के बीच अलग-अलग घिसाव की दरें |
| चौड़ाई भिन्नता |
तैयार पट्टियों में आयामी भिन्नता |
| चाकू ठेला |
ब्लेड स्थापना या संचालन के दौरान हस्तक्षेप |
| अस्थिर स्ट्रिपिंग |
स्लिट स्ट्रिप्स को निर्देशित करने या अलग करने में कठिनाई |
ये समस्याएँ हमेशा केवल ब्लेड सामग्री के कारण नहीं होती हैं। क्षैतिज निकासी, आर्बर परिशुद्धता, ब्लेड समानता, स्पेसर संचय, स्थापना की स्थिति और स्ट्रिपिंग कॉन्फ़िगरेशन भी काटने के परिणाम को प्रभावित कर सकते हैं।
गड़गड़ाहट और असामान्य काटने के परिणाम क्यों होते हैं?
अलग-अलग स्लिटिंग परिणाम अलग-अलग क्षेत्रों का संकेत दे सकते हैं जिनकी जाँच करने की आवश्यकता है।
|
काटने का परिणाम
|
निरीक्षण दिशा
|
| सभी पट्टियों पर पूरी तरह से अनियमित गड़गड़ाहट |
स्लाटिंग मशीन की सटीकता और पूर्ण टूलींग सेट की जाँच करें |
| विषम या सम पट्टियों को पूरी तरह अलग नहीं किया जा सकता |
आर्बर शोल्डर संरेखण और पहली ब्लेड जोड़ी की निकासी की जाँच करें |
| पट्टियों के एक ही तरफ नियमित गड़गड़ाहट दिखाई देती है |
स्ट्रिपिंग स्थिति, विभाजक कंधे और प्रारंभिक निकासी की जाँच करें |
| पूरी पट्टी की लंबाई के साथ लगातार गड़गड़ाहट |
आर्बर रनआउट और ब्लेड समानता की जाँच करें |
| कुछ स्ट्रिप्स स्वीकार्य हैं जबकि अन्य दोषपूर्ण रहती हैं |
संचित ब्लेड त्रुटि और ब्लेड की सतह की स्थिति की जाँच करें |
| सभी पट्टियों के दोनों किनारों पर नियमित रूप से अत्यधिक गड़गड़ाहट |
क्षैतिज निकासी बहुत बड़ी हो सकती है |
| सभी पट्टियों के दोनों किनारों पर नियमित संपीड़न |
क्षैतिज निकासी बहुत छोटी हो सकती है |
इसलिए हॉट-रोल्ड स्टील स्लिटिंग समस्याओं का मूल्यांकन केवल ब्लेड की कठोरता को बढ़ाने के बजाय ब्लेड, आर्बोर, स्पेसर, क्लीयरेंस और इंस्टॉलेशन की स्थिति की एक साथ जांच करके किया जाना चाहिए।
विभिन्न हॉट-रोल्ड स्टील मोटाई के लिए ब्लेड सामग्री
SENDA हॉट-रोल्ड स्टील की मोटाई, तन्य शक्ति, सतह की स्थिति और वास्तविक स्लिटिंग आवश्यकताओं के अनुसार ब्लेड सामग्री का चयन करता है।
|
हॉट-रोल्ड स्टील की मोटाई
|
उपलब्ध ब्लेड सामग्री
|
| <3.0 मिमी |
एलएस7, एलएस6, एसकेडी11, एचएसएस, एसडी-51, एसडी-56, डी2, सीआर12एमओवी |
| 3.0–6.0 मिमी |
एलएस7, एलएस6, एलएस13, एसकेडी11, एचएसएस, एसडी-51, एसडी-56, डी2, सीआर12एमओवी |
| >6.0 मिमी |
एलएस7, एलएस13, एसकेडी11, एचएसएस, एसडी-51, एसडी-56, डी2, सीआर12एमओवी |
एलएस7, एलएस6 और एलएस13
LS7, LS6 और LS13 का चयन हॉट-रोल्ड स्टील मोटाई सीमा के अनुसार किया जाता है:
- LS7 का उपयोग तीन मुख्य मोटाई श्रेणियों में किया जा सकता है।
- LS6 का उपयोग मुख्य रूप से 6.0 मिमी से नीचे के हॉट-रोल्ड स्टील के लिए किया जाता है।
- LS13 का उपयोग मुख्य रूप से 3.0 मिमी से ऊपर के हॉट-रोल्ड स्टील के लिए किया जाता है।
SKD11, D2 और Cr12MoV
SKD11, D2 और Cr12MoV टूल-स्टील सामग्री श्रेणियां हैं जिनका उपयोग विभिन्न हॉट-रोल्ड स्टील मोटाई के लिए किया जा सकता है। अंतिम चयन पट्टी की ताकत, सतह के पैमाने, काटने के भार, काटने की गति और छिलने के जोखिम पर निर्भर करता है।
एचएसएस
एचएसएस विभिन्न मोटाई श्रेणियों के लिए हाई-स्पीड स्टील सामग्री श्रेणी के रूप में उपलब्ध है। विशिष्ट एचएसएस ग्रेड का चयन वास्तविक स्लिटिंग स्थितियों के अनुसार किया जाता है।
एसडी-51 और एसडी-56
एसडी-51 और एसडी-56 का उपयोग कोल्ड-रोल्ड और हॉट-रोल्ड अनुप्रयोगों के लिए किया जा सकता है। अंतिम चयन अभी भी पट्टी की मोटाई, ताकत और मशीन मापदंडों पर निर्भर करता है।
ब्लेड की कठोरता और कठोरता का संतुलन
एचआरसी 62-64 लागू टूल-स्टील ब्लेड विनिर्देशों के लिए उपलब्ध है, लेकिन इस कठोरता सीमा को प्रत्येक ब्लेड सामग्री पर समान रूप से लागू नहीं किया जाना चाहिए।
अंतिम कठोरता इस पर निर्भर करती है:
- ब्लेड सामग्री
- हॉट-रोल्ड स्टील की मोटाई
- तन्यता ताकत
- सतह पैमाने की स्थिति
- ब्लेड ओडी और मोटाई
- काटने की गति
- अत्याधुनिक भार
- छिलने का खतरा
उच्च कठोरता धार प्रतिधारण और घिसाव नियंत्रण का समर्थन कर सकती है, लेकिन मोटी पट्टियों, उच्च काटने वाले भार या प्रभाव स्थितियों के लिए ब्लेड की कठोरता पर भी विचार किया जाना चाहिए।
इसलिए ब्लेड सामग्री और ताप-उपचार मापदंडों का चयन विशिष्ट स्लाटिंग अनुप्रयोग के अनुसार किया जाना चाहिए। एचआरसी 62-64 सभी हॉट-रोल्ड स्टील स्लिटर ब्लेड के लिए एक सार्वभौमिक कठोरता विनिर्देश नहीं है।
ब्लेड की मोटाई सहनशीलता और समानता
ब्लेड की परिशुद्धता बाहरी व्यास के साथ बदलती रहती है। ±0.001 मिमी की मोटाई सहिष्णुता को सभी ब्लेड आकारों के लिए सार्वभौमिक सहिष्णुता के रूप में प्रस्तुत नहीं किया जाना चाहिए।
|
ब्लेड बाहरी व्यास
|
मोटाई सहनशीलता
|
समानता
|
| ≤250 मिमी |
±0.001 मिमी |
0.002 मिमी |
| ≤340 मिमी |
±0.001 मिमी |
0.002 मिमी |
| ≤420 मिमी |
±0.001 मिमी |
0.002 मिमी |
| ≤550 मिमी |
±0.003 मिमी |
0.002 मिमी |
| ≤600 मिमी |
±0.005 मिमी |
0.005 मिमी |
मल्टी-चाकू स्लाटिंग सिस्टम में, अलग-अलग ब्लेड और स्पेसर से आयामी त्रुटियां जमा हो सकती हैं। इसलिए प्रत्येक व्यक्तिगत ब्लेड की मोटाई के अलावा पूरे टूलींग स्टैक को नियंत्रित किया जाना चाहिए।
व्यास और मोटाई के आधार पर ब्लेड का सपाट होना
ब्लेड की सपाटता बाहरी व्यास और ब्लेड की मोटाई दोनों पर निर्भर करती है।
|
ब्लेड बाहरी व्यास
|
मोटाई ≤1 मिमी
|
मोटाई 1-2 मिमी
|
मोटाई 2-5 मिमी
|
मोटाई>5 मिमी
|
| ≤250 मिमी |
0.02 मिमी |
0.005 मिमी |
0.002 मिमी |
0.002 मिमी |
| ≤340 मिमी |
0.03 मिमी |
0.01 मिमी |
0.005 मिमी |
0.002 मिमी |
| ≤420 मिमी |
0.04 मिमी |
0.02 मिमी |
0.01 मिमी |
0.002 मिमी |
| ≤550 मिमी |
— |
— |
0.02 मिमी |
0.005 मिमी |
| ≤600 मिमी |
— |
— |
— |
0.01 मिमी |
उपयुक्त सपाटता और समानता ब्लेड संपर्क, स्थानीयकृत काटने के भार, असमान घिसाव और तैयार स्लिट किनारों में भिन्नता को नियंत्रित करने में मदद करती है।
सतह का खुरदरापन और समाप्ति
मानक ब्लेड सतह खुरदरापन Ra 0.2 μm है। लागू सटीक आकारों के लिए, पॉलिश की गई सतह का खुरदरापन Ra 0.1 μm तक पहुंच सकता है।
|
सतह पैरामीटर
|
विनिर्देश
|
| मानक सतह खुरदरापन |
रा 0.2 माइक्रोन |
| पॉलिश की गई सतह का खुरदरापन |
रा 0.1 माइक्रोन |
| Ra 0.1 μm के लिए मुख्य लागू रेंज |
OD ≤420 मिमी के साथ संगत ब्लेड आकार |
| सतही समापन |
ग्राउंड, लैप्ड और पॉलिश किया हुआ |
मूल शब्द "सतह गोलाई: रा 0.1 माइक्रोन" को "सतह खुरदरापन" में सुधारा जाना चाहिए, क्योंकि रा गोलाई के बजाय सतह खुरदरापन को संदर्भित करता है।
क्षैतिज ब्लेड क्लीयरेंस संदर्भ
क्षैतिज ब्लेड क्लीयरेंस को शुरू में पट्टी की मोटाई और तन्य शक्ति के अनुसार चुना जाता है।
|
सामग्री और तन्य शक्ति
|
पट्टी की मोटाई के प्रतिशत के रूप में क्षैतिज निकासी
|
| नरम एल्यूमीनियम, तांबा और पीतल, ≤100 एमपीए |
3%-5% |
| हल्का स्टील, तांबा मिश्र धातु और कठोर एल्यूमीनियम, ≤240 एमपीए |
लगभग 10% |
| मध्यम-कठोर स्टील और नरम स्टेनलेस स्टील, लगभग 420-620 एमपीए |
लगभग 12%-15% |
| स्टेनलेस स्टील और उच्च-मिश्र धातु स्टील, लगभग 700-1310 एमपीए |
लगभग 15%-25% |
हॉट-रोल्ड स्टील के लिए, मुख्य संदर्भ श्रेणियाँ हैं:
- तन्यता ताकत ≤240 एमपीए के साथ नरम हॉट-रोल्ड स्टील: पट्टी की मोटाई का लगभग 10% की प्रारंभिक निकासी।
- लगभग 420-620 एमपीए की तन्य शक्ति के साथ मध्यम-शक्ति वाला हॉट-रोल्ड स्टील: पट्टी की मोटाई का लगभग 12%-15% की प्रारंभिक निकासी।
ये मान प्रारंभिक सेटिंग संदर्भ हैं। अंतिम क्लीयरेंस को वास्तविक स्टील ग्रेड, मोटाई, अत्याधुनिक स्थिति, मशीन की सटीकता और आवश्यक शीयर-एज प्रोफ़ाइल के अनुसार समायोजित किया जाना चाहिए।
अत्यधिक निकासी के परिणामस्वरूप नियमित गड़गड़ाहट हो सकती है। अपर्याप्त निकासी से सामग्री संपीड़न, अत्याधुनिक भार या असामान्य टूट-फूट बढ़ सकती है।
रोटरी स्लिटर ब्लेड कैसे काम करते हैं
हॉट-रोल्ड स्टील कॉइल स्लिटिंग लाइन में प्रवेश करने के बाद, ऊपरी और निचले रोटरी ब्लेड को उनके संबंधित आर्बर्स पर लगाया जाता है। ब्लेड, स्पेसर और शिम को आवश्यक पट्टी की चौड़ाई के अनुसार व्यवस्थित किया जाता है।
स्लिटिंग प्रक्रिया में शामिल हैं:
- हॉट-रोल्ड स्टील कॉइल स्लिटिंग लाइन में प्रवेश करती है।
- रोटरी ब्लेड को लक्ष्य चौड़ाई के अनुसार ऊपरी और निचले आर्बोर पर व्यवस्थित किया जाता है।
- स्टील स्पेसर ब्लेड की स्थिति और तैयार पट्टी की चौड़ाई को नियंत्रित करते हैं।
- शिम का उपयोग ब्लेड की स्थिति और क्षैतिज निकासी को ठीक करने के लिए किया जाता है।
- ऊपरी और निचले ब्लेड आवश्यक क्षैतिज निकासी और ओवरलैप बनाते हैं।
- स्टील का तार ब्लेड के किनारों से गुजरते समय लगातार कतरता रहता है।
- रबर रिंग और स्ट्रिपर रिंग होल्ड-डाउन, मार्गदर्शन और स्ट्रिप हटाने का समर्थन करते हैं।
- स्लिट स्ट्रिप्स रीकॉइलिंग या डाउनस्ट्रीम प्रसंस्करण जारी रखती हैं।
स्लिटिंग की गुणवत्ता न केवल ब्लेड की तीव्रता पर निर्भर करती है, बल्कि आर्बर की स्थिति, ब्लेड की सटीकता, क्लीयरेंस सेटिंग और संपूर्ण टूलींग स्टैक के संचित आयामों पर भी निर्भर करती है।
हॉट-रोल्ड स्टील स्लिटिंग लाइन्स के लिए संपूर्ण टूलींग
SENDA स्लिटिंग मशीन, लक्ष्य पट्टी की चौड़ाई और टूलींग-स्टैक संरचना के अनुसार ब्लेड और सहायक टूलींग को कॉन्फ़िगर कर सकता है।
|
टूलींग घटक
|
मुख्य समारोह
|
| रोटरी स्लिटर ब्लेड |
निरंतर अनुदैर्ध्य स्लाटिंग करें |
| स्टील स्पेसर्स |
ब्लेड की स्थिति और तैयार पट्टी की चौड़ाई को नियंत्रित करें |
| की परतें |
ब्लेड की स्थिति और क्षैतिज निकासी को ठीक करें |
| एनबीआर रिंग्स |
होल्ड-डाउन, मार्गदर्शन और स्ट्रिपिंग समर्थन के लिए हॉट-रोल्ड सामग्री के लिए अनुशंसित |
| पीयू रिंग्स |
हॉट-रोल्ड सामग्री के लिए वैकल्पिक |
| स्टील स्ट्रिपर रिंग्स |
दबाव डालें, मार्गदर्शन करें और संकीर्ण पट्टियों को हटा दें |
| विभाजक उपकरण |
स्लिट स्ट्रिप्स को अलग करें और निर्देशित करें |
हॉट-रोल्ड सामग्रियों के लिए, एनबीआर रिंग्स अनुशंसित दिशा हैं, जबकि पीयू रिंग्स को मशीन और सामग्री-सतह स्थितियों के अनुसार चुना जा सकता है।
हॉट-रोल्ड स्टील के लिए रोटरी स्लिटर ब्लेड का चयन कैसे करें
1. हॉट-रोल्ड स्टील पैरामीटर्स की पुष्टि करें
कृपया प्रदान करें:
- हॉट-रोल्ड स्टील ग्रेड
- पट्टी की मोटाई
- तन्यता ताकत
- सतह की स्थिति
इस जानकारी का उपयोग ब्लेड सामग्री, कठोरता और प्रारंभिक क्षैतिज निकासी निर्धारित करने के लिए किया जाता है।
2. ब्लेड और आर्बर आयामों की पुष्टि करें
कृपया प्रदान करें:
- ब्लेड का बाहरी व्यास
- ब्लेड भीतरी व्यास
- ब्लेड की मोटाई
- आर्बर आयाम
- बोर और स्थापना संरचना
- मौजूदा ब्लेड ड्राइंग या भौतिक नमूना
समतलता, समानता, सघनता, त्रिज्या, कक्ष या अत्याधुनिक ज्यामिति के लिए कोई भी ड्राइंग आवश्यकताएं भी प्रदान की जानी चाहिए।
3. उत्पादन शर्तों की पुष्टि करें
कृपया प्रदान करें:
- काटने की गति
- लक्ष्य पट्टी की चौड़ाई
- स्लाटिंग-मशीन मॉडल
- मल्टी-चाकू टूलींग कॉन्फ़िगरेशन
लगभग 0.5-2.7 मिमी कोल्ड-रोल्ड और हॉट-रोल्ड स्टील प्रसंस्करण करने वाली कुछ हाई-स्पीड स्लिटिंग लाइनों की उद्योग संदर्भ गति लगभग 305 मीटर/मिनट है। वास्तविक परिचालन गति अभी भी पट्टी की मोटाई, तन्य शक्ति, ब्लेड आयाम और मशीन की स्थिति पर निर्भर करती है। यह गति संपूर्ण 0.1-24 मिमी मोटाई सीमा पर समान रूप से लागू नहीं की जानी चाहिए।
4. वर्तमान स्लिटिंग समस्या की पुष्टि करें
स्लिट एज, ब्लेड कटिंग एज और घिसाव की स्थिति की तस्वीरें मूल्यांकन करने में मदद कर सकती हैं:
- गड़गड़ाहट की स्थिति और दिशा
- ब्लेड काटना
- असमान ब्लेड घिसाव
- पट्टी-चौड़ाई भिन्नता
- चाकू ठेला
- अस्थिर स्ट्रिपिंग
5. सहायक टूलींग आवश्यकताओं की पुष्टि करें
कृपया पुष्टि करें कि क्या आदेश के लिए आवश्यक है:
- स्टील स्पेसर
- की परतें
- एनबीआर या पीयू बजता है
- स्टील स्ट्रिपर रिंग
- विभाजक उपकरण
ड्राइंग समीक्षा से लेकर आयामी निरीक्षण तक
हॉट-रोल्ड स्टील स्लिटर ब्लेड को ग्राहक के मौजूदा आर्बर, स्पेसर और संपूर्ण टूलींग स्टैक से मेल खाना चाहिए। SENDA ग्राहक के चित्र, मौजूदा ब्लेड आयाम या भौतिक नमूनों के अनुसार निर्माण कर सकता है। अनुमोदित ड्राइंग का उपयोग उत्पादन और तैयार उत्पाद निरीक्षण के आधार के रूप में किया जाता है।
ड्राइंग और पैरामीटर समीक्षा
उत्पादन से पहले, पुष्टि करने के लिए तकनीकी जानकारी की समीक्षा की जाती है:
- ब्लेड ओडी, आईडी और मोटाई
- बोर-टू-आर्बर फिटिंग आयाम
- समतलता और समांतरता आवश्यकताएँ
- संकेंद्रितता आवश्यकताएँ
- त्रिज्या, कक्ष और अत्याधुनिक संरचना
- आयामी सहनशीलता और निरीक्षण डेटाम ड्राइंग पर दिखाए गए हैं
ब्लेड सामग्री, कठोरता और सटीक ग्रेड का चयन हॉट-रोल्ड स्टील की मोटाई, तन्य शक्ति और वास्तविक स्लिटिंग स्थितियों के अनुसार भी किया जाता है।

समाप्त-ब्लेड आयामी निरीक्षण
मशीनिंग के बाद, अनुमोदित ड्राइंग और ऑर्डर आवश्यकताओं के अनुसार तैयार ब्लेड आयाम और सतह की स्थिति की जांच की जाती है। इससे यह पुष्टि करने में मदद मिलती है कि ब्लेड ग्राहक के मौजूदा आर्बर और टूलींग कॉन्फ़िगरेशन से मेल खाते हैं।
निरीक्षण मदों में शामिल हो सकते हैं:
- बहरी घेरा
- भीतरी व्यास
- ब्लेड की मोटाई
- ड्राइंग-निर्दिष्ट आयाम
- अत्याधुनिक और सतह की स्थिति
- संपूर्ण टूलींग सेट का आयामी फिट
विनिर्माण प्रक्रिया
SENDA जाली मिश्र धातु उपकरण स्टील्स, उच्च गति स्टील्स, मालिकाना स्टील्स और पाउडर-धातुकर्म उच्च प्रदर्शन स्टील्स से औद्योगिक स्लिटिंग टूलींग बनाती है।
मुख्य विनिर्माण प्रक्रिया में शामिल हैं:
- आवेदन और ड्राइंग समीक्षा
- ब्लेड सामग्री और कठोरता की पुष्टि
- कच्चे माल की तैयारी और फोर्जिंग
- वैक्यूम ताप उपचार या नमक-स्नान ताप उपचार
- टेम्परिंग
- सीएनसी आयामी मशीनिंग
- आंतरिक और बाहरी बेलनाकार पीसना
- सटीक सतह पीसना
- अत्याधुनिक प्रसंस्करण
- लैपिंग या पॉलिश करना
- आयामी और सतह निरीक्षण
- जंग की रोकथाम और पैकेजिंग
वास्तविक उत्पादन मार्ग ब्लेड सामग्री, आयाम और सटीक आवश्यकताओं के अनुसार भिन्न हो सकता है।
निरीक्षण एवं गुणवत्ता नियंत्रण
SENDA कच्चे माल, विनिर्माण प्रक्रियाओं और तैयार ब्लेड को नियंत्रित करने के लिए सामग्री विश्लेषण, आयामी निरीक्षण और सतह निरीक्षण का उपयोग करता है।
|
निरीक्षण आइटम
|
निरीक्षण सामग्री
|
| वर्णक्रमीय विश्लेषण |
सामग्री की रासायनिक संरचना की जाँच करता है |
| मेटलोग्राफिक विश्लेषण |
सामग्री सूक्ष्म संरचना का मूल्यांकन करता है |
| गैर विनाशकारी परीक्षण |
सामग्री या उत्पाद दोषों की जाँच करता है |
| ओडी और आईडी निरीक्षण |
अनुमोदित ड्राइंग के अनुसार बाहरी और भीतरी व्यास की जाँच करना |
| मोटाई निरीक्षण |
ब्लेड की मोटाई की जाँच करता है |
| समतलता निरीक्षण |
ब्लेड की समतलता की जाँच करता है |
| समांतरता निरीक्षण |
कार्यशील सतहों के बीच समानता की जाँच करता है |
| संकेंद्रितता निरीक्षण |
बोर और बाहरी व्यास के बीच संकेंद्रित संबंध की जाँच करना |
| सतह खुरदरापन निरीक्षण |
ज़मीन या पॉलिश की गई सतह के खुरदरेपन की जाँच करना |
| अत्याधुनिक निरीक्षण |
छिलने, गड़गड़ाहट और पीसने की स्थिति की जाँच करता है |
विशिष्ट निरीक्षण आइटम ब्लेड सामग्री, आयाम, चित्र और ऑर्डर आवश्यकताओं के अनुसार निर्धारित किए जाते हैं।
पैकेजिंग और डिलिवरी
|
वस्तु
|
विनिर्देश
|
| MOQ |
2 टुकड़े |
| डिलीवरी का समय |
30-35 दिन |
| जंग संरक्षण |
जंग रोधी तेल |
| आंतरिक सुरक्षा |
सुरक्षात्मक प्लास्टिक आवरण |
| बाहरी पैकेजिंग |
मजबूत प्लाईवुड केस |
| भुगतान की शर्तें |
एल/सी, डी/ए, डी/पी, टी/टी, वेस्टर्न यूनियन |
| प्रमाणन |
आईएसओ 9001 |
| उत्पत्ति का स्थान |
चीन |
पैकेजिंग से पहले, ब्लेडों को जंग से सुरक्षा मिलती है। सुरक्षात्मक प्लास्टिक रैपिंग और एक मजबूत प्लाईवुड केस परिवहन के दौरान नमी, जंग और अत्याधुनिक क्षति के जोखिम को कम करने में मदद करता है।
अक्सर पूछे जाने वाले प्रश्नों
हॉट-रोल्ड स्टील स्लिटर ब्लेड के लिए कौन सी सामग्रियां उपलब्ध हैं?
उपलब्ध सामग्रियों में LS7, LS6, LS13, SKD11, HSS, SD-51, SD-56, D2 और Cr12MoV शामिल हैं। LS7, LS6 और LS13 का चयन हॉट-रोल्ड स्टील की मोटाई के अनुसार किया जाता है। अन्य सामग्रियों का चयन पट्टी की ताकत, सतह की स्थिति और वास्तविक स्लिटिंग आवश्यकताओं के अनुसार किया जाता है।
ब्लेड कितनी हॉट-रोल्ड स्टील मोटाई की प्रक्रिया कर सकते हैं?
वर्तमान कटिंग-मोटाई सीमा 0.1-24 मिमी है। अलग-अलग मोटाई, ताकत और मशीन की स्थितियों के लिए अलग-अलग ब्लेड सामग्री, कठोरता, आयाम, निकासी और संचालन गति की आवश्यकता होती है।
क्या एचआरसी 62-64 प्रत्येक ब्लेड सामग्री के लिए उपयुक्त है?
क्रमांक एचआरसी 62-64 केवल लागू टूल-स्टील ब्लेड विनिर्देशों के लिए उपलब्ध है। एलएस-श्रृंखला स्टील्स, एचएसएस, एसडी-श्रृंखला सामग्री और अन्य ग्रेडों को उनके भौतिक गुणों और वास्तविक परिचालन स्थितियों के अनुसार कठोरता चयन की आवश्यकता होती है।
हॉट-रोल्ड स्टील स्लाटिंग के लिए किस क्षैतिज निकासी का उपयोग किया जाना चाहिए?
तन्य शक्ति ≤240 एमपीए के साथ नरम हॉट-रोल्ड स्टील के लिए, लगभग 10% स्ट्रिप मोटाई का उपयोग प्रारंभिक संदर्भ के रूप में किया जा सकता है। लगभग 420-620 एमपीए पर मध्यम-शक्ति वाले हॉट-रोल्ड स्टील के लिए, लगभग 12%-15% का उपयोग प्रारंभिक संदर्भ के रूप में किया जा सकता है। अंतिम निकासी को वास्तविक कतरनी-किनारे प्रोफ़ाइल, गड़गड़ाहट की स्थिति, मशीन की सटीकता और ब्लेड की स्थिति के अनुसार समायोजित किया जाना चाहिए।
SENDA कौन सी ब्लेड परिशुद्धता प्रदान कर सकता है?
ब्लेड के व्यास के आधार पर, मोटाई सहनशीलता ±0.001 मिमी और समानता 0.002 मिमी तक पहुंच सकती है। मानक सतह खुरदरापन Ra 0.2 μm है, जबकि लागू पॉलिश विनिर्देश Ra 0.1 μm तक पहुंच सकते हैं।
कोटेशन के लिए कौन सी जानकारी आवश्यक है?
कृपया हॉट-रोल्ड स्टील ग्रेड, मोटाई, तन्य शक्ति, स्लिटिंग गति, लक्ष्य पट्टी की चौड़ाई, ब्लेड ओडी × आईडी × टी, आर्बर आयाम, वर्तमान ब्लेड सामग्री, वर्तमान स्लिटिंग समस्याएं, ड्राइंग और आवश्यक मात्रा प्रदान करें।
कस्टम कोटेशन के लिए आवश्यक जानकारी
उपयुक्त ब्लेड सामग्री, कठोरता, आयामी परिशुद्धता और टूलींग कॉन्फ़िगरेशन निर्धारित करने के लिए, कृपया प्रदान करें:
- हॉट-रोल्ड स्टील ग्रेड
- हॉट-रोल्ड स्टील की मोटाई
- तन्यता ताकत
- काटने की गति
- लक्ष्य पट्टी की चौड़ाई
- ब्लेड का बाहरी व्यास, भीतरी व्यास और मोटाई
- आर्बर आयाम
- वर्तमान ब्लेड सामग्री
- वर्तमान गड़गड़ाहट, छिलने या घिसाव की समस्या
- आवश्यक स्पेसर, रबर रिंग या स्ट्रिपर रिंग
- ब्लेड तकनीकी ड्राइंग
- मौजूदा ब्लेड फ़ोटो या भौतिक आयाम
- आवश्यक मात्रा
अपनी ब्लेड ड्राइंग अपलोड करें और सामग्री, आयामी सहिष्णुता और संपूर्ण टूलींग समीक्षा के लिए हॉट-रोल्ड स्टील की मोटाई, तन्य शक्ति और स्लिटिंग-लाइन पैरामीटर प्रदान करें।

 आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए!
आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए!